
热喷涂的原理和工艺
热喷涂技术原理
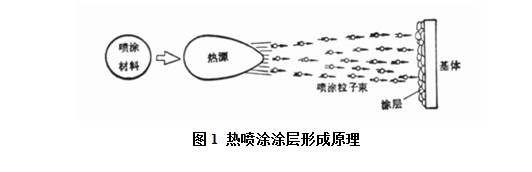
热喷涂技术是利用热源将喷涂材料加热至熔化或半熔化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法。热喷涂有多种工艺方法,如等离子喷涂、电弧喷涂、火焰喷涂和爆炸喷涂等。涂层形成原理如图1所示。
热喷涂技术应用十分广泛,选择不同性能的涂层材料和喷涂工艺方法,可制备减摩耐磨、耐腐蚀、抗高温氧化、热障功能、电磁屏蔽吸收、导电、绝缘等多种功能涂层。涂层材料几乎涉及到所有固态工程材料,包括金属、合金、陶瓷、塑料、及它们的复合材料和其他非金属无机材料,广泛应用于航空航天、冶金、能源、石油化工、机械制造、交通运输、生物工程等领域。
常用陶瓷涂层材料
纺织机械中热喷涂陶瓷涂层材料主要以金属氧化物为主,按用量由大到小依次为:Al2O3/TiO2复合粉末、Cr2O3粉末、Al2O3粉末等。
(1) Al2O3用于制备耐磨粒磨损、硬面磨损、气蚀、颗粒侵蚀和纤维磨损涂层。
Al2O3价格便宜,涂层耐磨性佳,但因其熔点较高所以涂层制备难度较大,而且要达到较高的光洁度其涂层的研磨加工难度也大,所以Al2O3涂层在纺织机械上的应用不是很多。
(2) Al2O3/TiO2用于制备耐气蚀和颗粒冲蚀、耐磨料磨损、硬面磨损以及纤维
磨损涂层,该类涂层在纺织机械上应用最为广泛。Al2O3/TiO2材料中TiO2的含量为13%~40%,随着TiO2含量的增加,涂层的硬度和耐磨性逐渐降低,涂层韧性和粗糙度逐渐提高。一般;Al2O3+13%TiO2用于制备540℃以下使用的耐磨料磨损、硬面磨损、微震磨损、化纤以及纱线磨损涂层;Al2O3+20%TiO2和Al2O3+40%TiO2用于制备540℃以下使用的耐硬面磨损、耐化纤以及纱线磨损涂层、耐微震磨损及耐颗粒冲蚀涂层。
(3)Cr2O3用于制备耐气蚀、耐磨料磨损、硬面磨损以及纤维磨损涂层。Cr2O3粉末的喷涂工艺规范宽,局部过热涂层亦不易开裂,喷涂涂层致密,与基体结合强度高,表面磨削加工后,粗糙度可达到0.2μm以下,摩擦系数低,涂层具有优良的抗磨损、自配合及耐腐蚀等综合性能。Cr2O3涂层在耐磨和耐蚀性上都优于Al2O3、Al2O3/TiO2涂层,但粉末价格高,喷涂时烟尘污染严重.一般用在合成纤维牵伸或加捻等关键零件上,能承受强烈磨损。
- 上一篇:32头平行纺FDY关键技术与装置产业化 2015/11/16
- 下一篇:公司生产设备全部投产 2015/9/28